
 ��ǰλ�ã�
��ǰλ�ã�
CLW5060GSS3�͞�ˮ܇��Ŀǰ��N���|�L����3��-5��ϵ�О�ˮ܇��Ҫ�������������á��@�־G����ʩ���ȵ�����܇�v������CLW5060GSS3�͞�����Փ����ˮ܇�����w�Ĺ��b�c���ӹ�ˇ���鱣�C�OӋ�cʹ��Ҫ��ʹ֮��Ч�ؿ˷����w׃�Σ��Y���γߴ��y�Կ��Ƽ��������еȼ��g���}���҂���ȡ��һϵ�еĹ�ˇ��ʩ�����C�ˮaƷ�|����
��
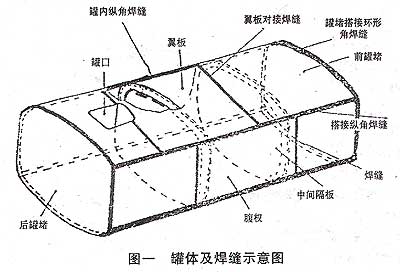
��CLW5060GSS3�͞�ˮ܇���w��E�A�Σ�Ҋ�Dһ�������Ύγߴ��3300*1500*1000mm�����ؓ�ɞ�5����Q235B���|��܈�壬�ķքe��5��4��3mm�����w��λ��:��
��
�����塪4mm�����塪4mm���¡�5mm�����塪3mm��
��
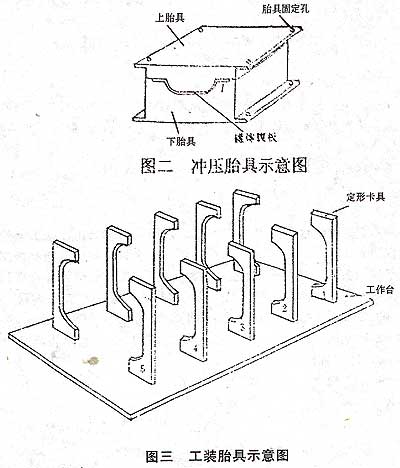
�����w����ʮ�ˉK��Ԫ�M�ɣ����І�Ԫ������������ӹ��_�����Σ��_��̥��Ҋ�D������Ȼ����Ì���̥�ߣ�Ҋ�D�����c�̡����b���ӳ��Ρ�
��
��1.���ͳߴ��|��Ҫ��
��
���ٿv������3mm��
��
�����S�����5mm��
��
���۾ֲ����ݡ�5mm��
��
���ܲ�ƽ�ȡ�2mm��
��
���ݺ��p�ӹ���ߵͲ�+1mm��
��
���v���M���p���治С��200mm��
��
��2.���p�|��Ҫ��
��
�������^�������^���A���^�ɣ�
��
���ڴ���p��6*6��
��
���ی��Ӻ��p��6*2���ӹ����0-1mm����
��
���ܲ����S�ЊA����ҧ߅����ס��Ѽy�����@ȱ�ݣ�
��
���������ԑ����ã������S�НB©��
��
�����p���Ȳ�����ĸ�ġ�
��
�����ڹ������w�DZ���Y�������І�Ԫ������_�����Σ��������ɻ؏��^��߅�������^�ڼ��У��繤�b����x�����c�̺��Ӻ��ں��Ӄȑ����������£��������ʧ�����a������׃�Σ�Ӱ푽Y�������μ����d��������ˣ��҂����Ä�����̥���c�̣����ú����Ĺ��b��������Ҋ�D�ģ�����ע���c�̺��p�ߴ硣���`�C�����c�̺��p�ߴ��50/200mm��ѡ��������ϴ�ʩ���κ�Ĺ��w׃���^С���_�����OӋҪ��
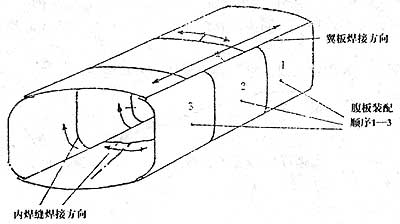
����1.��У���_�����εĆ�Ԫ����Ȼ������һ�^�_ʼ�b���c�̣�
����2.���b�����������������¡�ǰ�¡����g����������塣�c�̺��p�ߴ��50/200mm���c�̺�β̎Ҫ��M���ӣ��Է��ѣ�
����3.�c�̺��Ȱ��������c�����Ǻ��p������ٺ�ǰ����µĮa���p�����������Č��ӿp��
����4.���˿���׃�Σ���ȡ�з����ӷ�����������ͬ�Ӳ��������ƾ�����һ�£�
����5.�����rҪ�yһҎ�����yһ������yһ���٣��@�Ӿ���Ч�ؿ˷��˾ֲ�׃���^��Ć��}��
����6.�c�̺�����ɺ����w��̥����̥ǰҪ���_���п��ߣ����ѹ��c�̺á�
�����ġ����w��̥���_ʼ���w����
�������ӹ�ˇ�����������ԴBX-300�����l�x��E4303�͡�
�������lֱ������3.2-4.0mm�����������120-140A�����������r�p��10%����
����1.���w�c���庸��
������ǰ�Ȝy���w��ƽ��ȣ����É|ľ�|ƽ����p�����]��ރȺ��ӟ��m�����C�����Ľ����c��ȫ��Ҫ�Ĺ�ˇ�����ܵİ�������Ԝp�ٹރȺ������������尴�OӋҪ����Ӻ��p�����˷�ֹ���F����׃�Σ����C��ӽǺ��p�A���^�ɣ���ȡ�ĺ���ǰ���c�������壬�c�������Ïĺ��������ɶ��c�̣����c�̃ɂȸ���壬�c�̺����ڹރ��c��������ʹ�����������m����ȡ�cһ�K��һ�K���Ⱥ������匦�әM�p���ٺ��v���ӽǺ��p��
����2.�������
�����Ⱥ��M�p���v�p���ȹރȺ���⣬�������
����3.���к��p�����ö���ͬ�����Q���ӷ����yһ���٣�ʹ�������������ܿ���һ�¡�
����4.���ֹ����a������׃�Σ�������w�ăȺ��p���ٺ������壬�Č������p��
����5.�ރȺ��p�ߴ�飺��6-8mm,��0.5-3mm,�ߵͲ��1mm��
����6.���_���������Ҳ�a��ȱ�ݡ���ʹ�������_��һ�lˮƽ���ϣ����C���Ύγߴ羫�ȣ����_���ӕrҪ�����_�µęM�p���ٺ��v�p��ʹ֮�_�����C���γߴ��Ŀ�ġ�
�����Y�� Փ
����ͨ�^��ȡ����ϵ�еĹ�ˇ��ʩ��������w��ȫ�����OӋҪ���p�����������ã����ȸߡ�׃��С�����w�`��Ǿ�ֻ��1-3mm��ˮ��ԇ�һ�κϸ����_95%���ϣ����aƷ߀�@�����y�|�������ܵ����Ñ��ĺ��u��

